Professional
- Home
- About Us
-
Products
-
Coating thickness gauge
- GTS810F ferrous all-in-one coating thickness gauge
- GTS820F ferrous split-type coating thickness gauge
- GTS810NF non-ferrous all-in-one coating thickness gauge
- GTS820NF non-ferrous split-type coating thickness gauge
- GTS8102 bi-function all-in-one coating thickness gauge
- GTS8202 bi-function split-type coating thickness gauge
- GT980 portable high class coating thickness gauge
- Ultrasonic thickness gauge
- GS200 High-end colorimeter
- GS300 convenient colorimeter
- Durometer
- GS100 new type colorimeter
- Gloss meter
- GS28 upgraded portable colorimeter
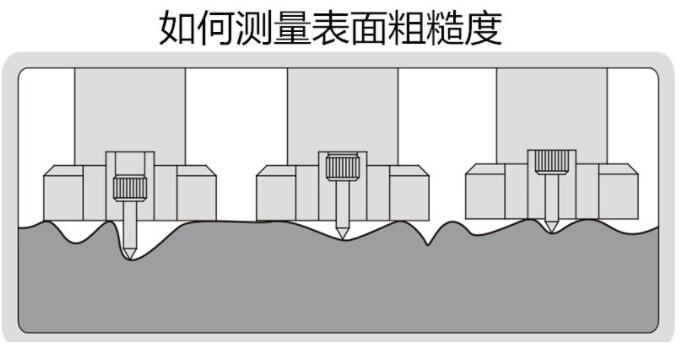
- Roughness meter
-
Coating thickness gauge
- Video
- Case
- News Center
- FAQ
- Contact Us
- APP Download